Настройка на проекти за лазерна обработка
Настройката на проекти за лазерна обработка е комплексен процес, който преминава през няколко ключови етапа – от първоначалния дигитален дизайн до техническото калибриране на машината и подготовката на самия материал.
Евгений
4/30/20261 min read
Правилната конфигурация гарантира не само качеството на крайния продукт, но и безопасността по време на работа.
1. Концептуализация и избор на софтуер
Процесът започва с избора на подходящи инструменти за проектиране според нуждите на проекта:
Дизайн и скициране: Препоръчва се първоначалното планиране да започне с ръчно скициране на хартия, което помага за изчистване на идеята и спестява време при дигиталната обработка.
Векторен софтуер: За създаване на прецизни траектории се използват програми като CorelDRAW, Adobe Illustrator или Inkscape. Те позволяват дефиниране на трите основни технически режима: векторно рязане (пълно прерязване), векторно гравиране (чертане по контур) и растерно гравиране (запълване на площи).
CAD системи: При технически и инженерни проекти с висока сложност се използват инструменти като FreeCAD, LibreCAD или QCAD, които поддържат индустриалните стандарти DXF и SVG.
2. Дигитална подготовка на файловете
За да може лазерната машина да „разбере“ дизайна, файлът трябва да отговаря на специфични изисквания:
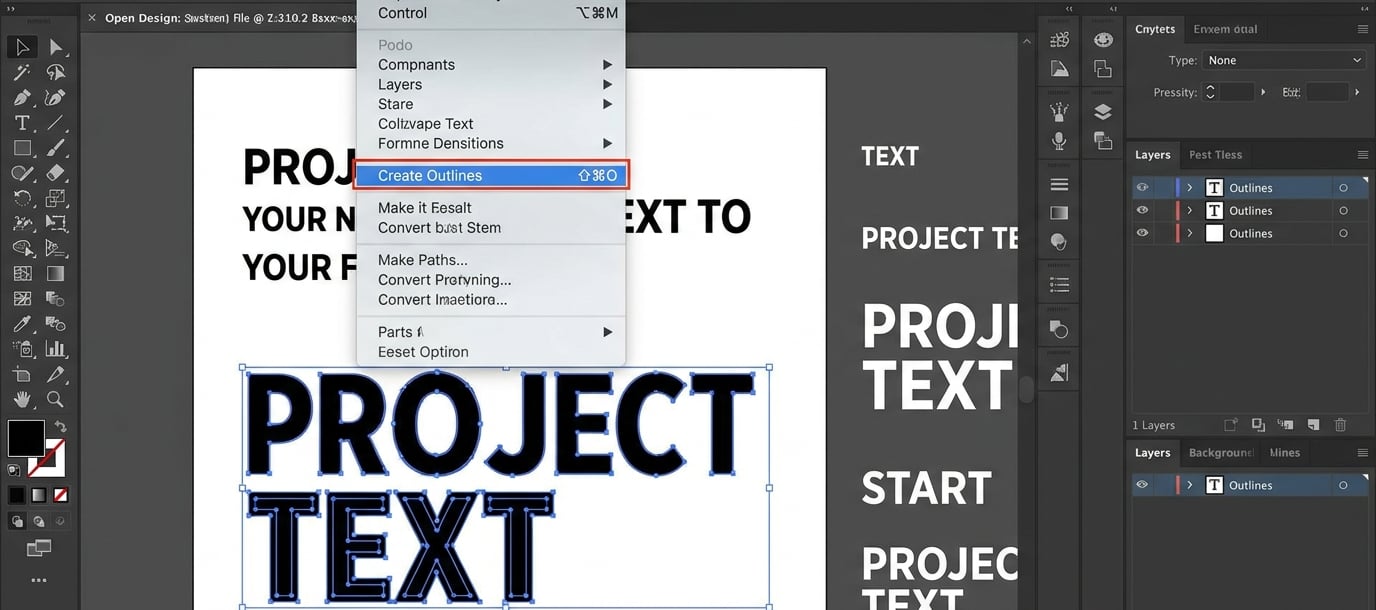
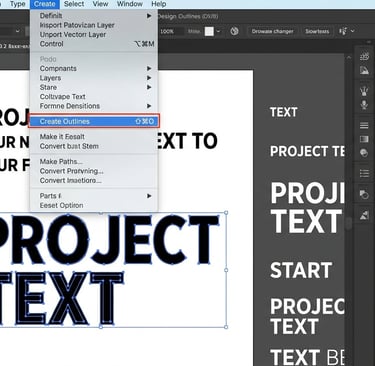
Конвертиране на текст: Целият текст в проекта трябва да бъде трансформиран във векторни контури (Create Outlines), тъй като лазерният компютър разпознава само геометрични пътища, а не шрифтови данни.
Изчистване на дизайна: Дизайнът трябва да бъде освободен от градиенти, сенки и сложни текстури, които могат да отслабят интензивността на лъча. Задължително е премахването на двойни линии (дублирани вектори), тъй като повторното преминаване по същата линия води до прекомерно изгаряне и риск от пожар.
Инвертиране: При гравиране върху тъмни материали (черен акрил, камък) изображението често трябва да се инвертира, за да може лазерът да обработи светлите зони на оригиналната снимка.
3. Техническа настройка на параметрите
След като файлът е готов, в софтуера за управление (като LightBurn или LaserGRBL) се задават машинните параметри:
Мощност и скорост: Общото правило за рязане на акрил е да се разпределят 10W мощност за всеки 1 мм дебелина на материала. За гравиране се търси баланс между ниска мощност и висока скорост, за да се избегне разтопяване.
Честота: При работа с лят акрил се използват високи честоти (20–25 kHz) за постигане на пламъчно полирани ръбове, докато при екструдирания акрил са по-ефективни ниските честоти (2–5 kHz).
Линейно разстояние: За оптимално качество не трябва да се задава разстояние между линиите по-малко от 0.1 мм, за да се предотврати прекомерно нагряване и напукване.